-
淄博俊業陶瓷設備廠
zibo junye ceramic instrument factory
-
一厘米寬,一公里深
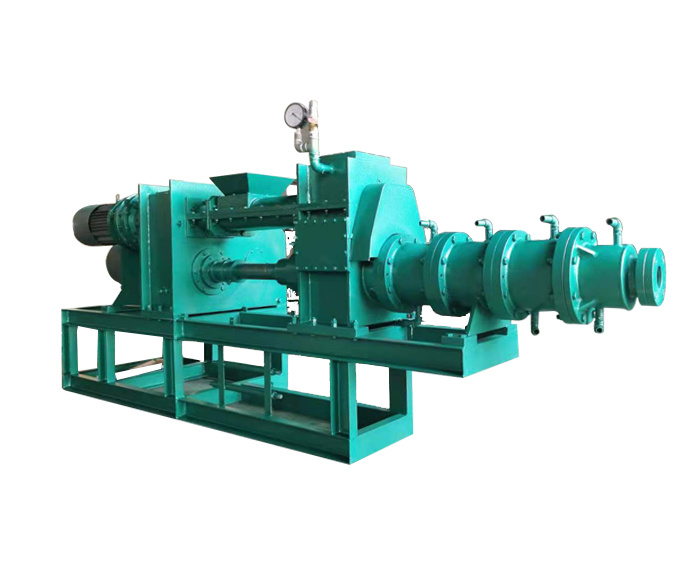
專注工業陶瓷擠出設備
-

-
全程服務熱線:
13561649169
 網站首頁
網站首頁



 產品展示
產品展示
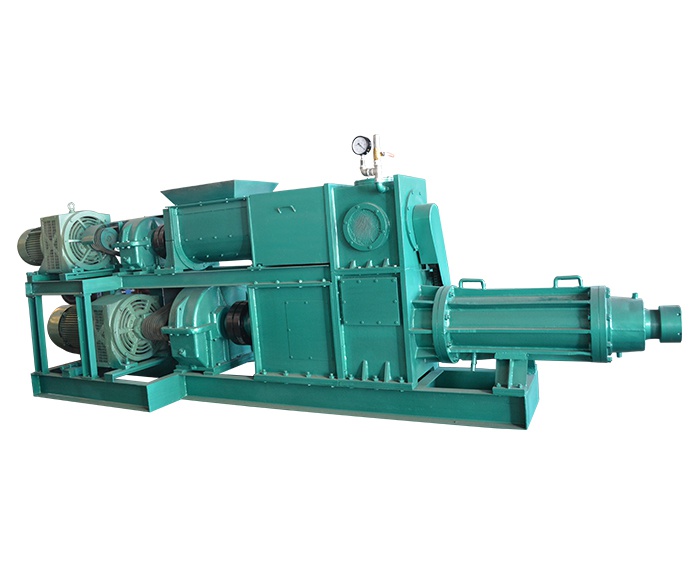



擠出機的技術要點是什么?
2023-09-10 16:38:00
1、在擠出過程中,物料是由玻璃狀態轉變為熔融狀態的過程,除了物料塑化所需的熱量與供熱量之間的平衡,使物料完成理想的塑化之外,熔融壓力也是一個非常重要的控制指標。由于物料在擠壓過程中受模具阻力和螺桿各段壓縮比的影響,在常壓下不存在。不同的模具,螺桿截面的壓縮比基本不變,不可變。
2、在擠出速度恒定的前提下,提高或降低進料速度,進料段螺桿的物料體積發生變化,排氣段的物料體積保持不變,因此進料段和壓縮段隨壓縮比的變化而變化,熔化壓力相應增大或減小;在進料速度恒定的前提下,提高或降低擠出速度,螺桿在進料段的物料體積也會發生變化。排氣段的物料體積保持不變,因此進料段和壓縮段的熔化壓力隨壓縮比的變化而增大或減小。進料速度與擠出速度同步增加或減少,因為螺桿物料在進料段的體積是不變的,只由于速度的增加或減少,造成熔化壓力的變化。
2、在擠出速度恒定的前提下,提高或降低進料速度,進料段螺桿的物料體積發生變化,排氣段的物料體積保持不變,因此進料段和壓縮段隨壓縮比的變化而變化,熔化壓力相應增大或減小;在進料速度恒定的前提下,提高或降低擠出速度,螺桿在進料段的物料體積也會發生變化。排氣段的物料體積保持不變,因此進料段和壓縮段的熔化壓力隨壓縮比的變化而增大或減小。進料速度與擠出速度同步增加或減少,因為螺桿物料在進料段的體積是不變的,只由于速度的增加或減少,造成熔化壓力的變化。
上一篇:塑料擠出機保溫層截面氣泡問題
下一篇:PVC擠出機的三大功能區

-
聯 系 人:石經理
手 機:13561649169
電 話:0533-5781626
傳 真:0533-5781912
-
郵 箱:zbjunye@yahoo.cn
網 址:www.www.wx-skf.cn
郵 編:255100
地 址:淄博市淄川區城南鎮七里工業園
-

-
淄博俊業陶瓷設備廠 版權所有 技術支持:淄博歐凱